州市黃巖海川模塑有限公司")
系電話")
模具百科
案例分析:漏斗式醫(yī)療注塑模具
作者: 海川模塑
瀏覽:
次
發(fā)布時(shí)間:2019-12-17
產(chǎn)品分析
該產(chǎn)品的幾何形狀不是很復(fù)雜,但是模具結(jié)構(gòu)有一定難度,主要是控制內(nèi)壁的同心度,以及在固定型芯時(shí)由拉頭的拉動(dòng)引起的產(chǎn)品變形。
這種類型的產(chǎn)品具有廣泛的用途,尤其是在醫(yī)療設(shè)備領(lǐng)域。通常,對(duì)于沒有制造類似產(chǎn)品的塑料注射成型工廠,如果塑料注射成型工廠不十分重視其特性,則很難控制產(chǎn)品的壁厚。
在這種醫(yī)用注塑成型模具結(jié)構(gòu)的塑料注射模具設(shè)計(jì)中,如何避免型芯的漂移和彈性變形?固定模式滑塊向外移動(dòng)時(shí),如何避免產(chǎn)品不能橫向運(yùn)行?這是這種情況的關(guān)鍵。
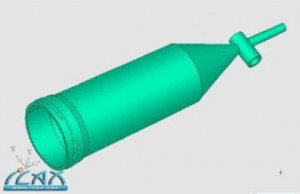
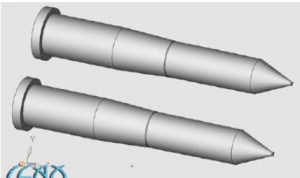
插圖:產(chǎn)品的3D圖:

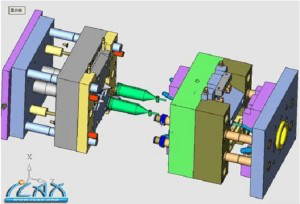
模具整體結(jié)構(gòu)

1.01動(dòng)態(tài)模具芯設(shè)計(jì)。
關(guān)鍵是要控制動(dòng)芯的剛度并最大程度地減少其彈性變形。
從上圖可以看出,鐵心的固定部分比成型部分長。根據(jù)我的經(jīng)驗(yàn),這樣的模具必須達(dá)到這樣的比例(不小于1:1),否則可動(dòng)芯子很容易被熔融塑料偏轉(zhuǎn)。 。
活動(dòng)芯的內(nèi)部由冷卻水制成,水通過阻水片從活動(dòng)模具的底板中取出和取出。
動(dòng)態(tài)芯的硬度和剛性也很重要。我們采用8407,硬度為HRC48。由于產(chǎn)品是透明的,因此表面進(jìn)行了拋光和鍍鈦。不僅如此,動(dòng)態(tài)磁芯的定位和緊固也非常重要。
1.02核心板設(shè)計(jì)
上圖中的定位套被壓入芯板,這兩個(gè)也可以制成一個(gè)整體。 (但是處理很麻煩。)我們可以看到芯板與可移動(dòng)模板的凹壁相匹配,并且所有側(cè)面都是斜角的。定位套的內(nèi)壁和動(dòng)模芯的表面也傾斜,因此當(dāng)型芯壓板緊緊壓在動(dòng)模芯上時(shí),動(dòng)模芯的定位精度和剛度是最佳的。
如上所示,六個(gè)10mm內(nèi)六角螺釘可以將可動(dòng)芯牢固地固定到可動(dòng)模具上。同時(shí),上圖中的藍(lán)色定位套的外圈也是可動(dòng)模具滑塊的定位。另外,型芯板的加工要點(diǎn)是在壓入定位套后必須一次加工內(nèi),外坡度。否則,將不能保證動(dòng)模芯的定位精度,整個(gè)模具可能會(huì)產(chǎn)生偏差。
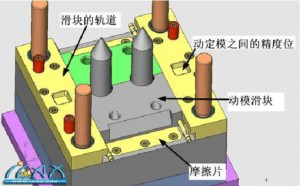
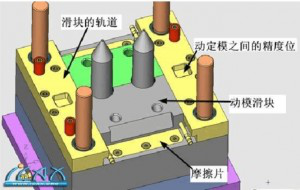
1.03移動(dòng)模式滑軌設(shè)計(jì)
對(duì)于這種醫(yī)療注射成型,滑塊的軌道上附著有硬化材料。我不同意使用厚的模板挖槽,因?yàn)樗鼤?huì)變形,嚴(yán)重影響導(dǎo)桿和導(dǎo)套的定位精度。如果未安裝凹槽,則模具壽命不長。如果打開凹槽并添加硬塊,則模具的體積會(huì)增加,這不符合成本效益。一般來說,動(dòng)模具有較大的滑塊結(jié)構(gòu),所有功能機(jī)構(gòu)都應(yīng)在該軌道表面上,并且位置非常緊。因此,放置時(shí)必須注意布局,因?yàn)樗呀?jīng)淬火并且很難更改。下圖的軌道上布置有:尼龍膠釘,內(nèi)六角螺釘,精密定位,導(dǎo)套和其他零件。
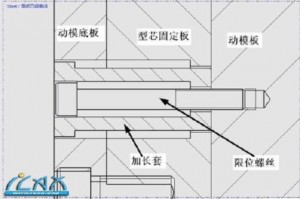
1.04限位螺絲設(shè)計(jì)
醫(yī)用注塑成型的“漏斗”產(chǎn)品相對(duì)較長,有效彈出距離為110mm,因此可以平穩(wěn)地取出產(chǎn)品,但用于設(shè)置極限螺釘?shù)目臻g僅為50mm(底板+芯板-螺釘頭-臺(tái)階厚度)。也就是說,限位螺釘?shù)目臻g不足。一般的處理方法是在模具外部增加限位拉板,這很麻煩,拉板的固定螺絲經(jīng)常斷裂,經(jīng)常影響生產(chǎn)。我在這里介紹一種非常簡單方便的方法供參考。見下文:
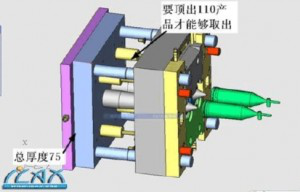
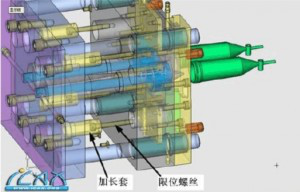
我在設(shè)置限位螺釘?shù)牡胤郊恿艘粋€(gè)套筒,一切變得非常簡單。此方法可以擴(kuò)展。如果彈出距離較長,則可以進(jìn)行雙層擴(kuò)展,甚至可以進(jìn)行三層擴(kuò)展。詳細(xì)結(jié)構(gòu)請(qǐng)參見下圖。
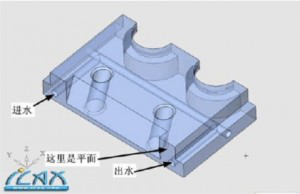
1.05可移動(dòng)模式滑塊的設(shè)計(jì)
該滑塊是非常傳統(tǒng)的塑料注射模設(shè)計(jì),我在這里做了一些改進(jìn)。一般的塑料注射模具設(shè)計(jì)在滑塊的外部是一個(gè)斜面,但是我在這里留了一點(diǎn)平面。這樣做的優(yōu)點(diǎn)是它不會(huì)增加加工成本,但是在該平面上,火花機(jī)非常方便加工,并且水接縫可以在該平面上,避免了在坡面上攻螺紋的麻煩。
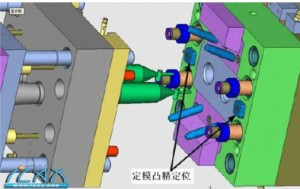
1.06固定模式之間的定位
見下文 :
動(dòng)模側(cè)的精密定位直接在動(dòng)模軌道上進(jìn)行,動(dòng)模軌道由Cr12Mov制成,硬度為HRC52?56。
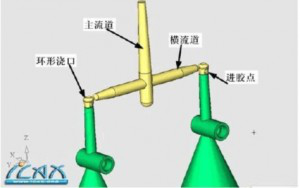
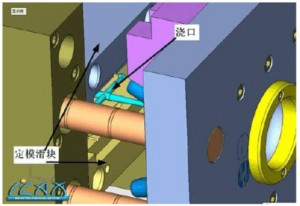
2.01門設(shè)計(jì)
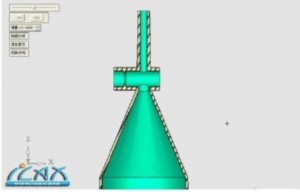
與其他“試管”模具不同,該零件的澆口設(shè)置有些特殊,因?yàn)樵诋a(chǎn)品末端的通孔直徑很小,根本就沒有剛性,并且熔融塑料的流動(dòng)也有偏差。因此,我使用了一種特殊的閘門,它是“爪形”閘門的一種變體,如下所示:
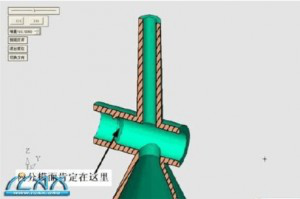
盡管固定模芯的直徑很小,但是由于固定模頭滑塊的夾緊,根部仍然具有很大的強(qiáng)度。當(dāng)熔融塑料流從端面進(jìn)入時(shí),型芯由型芯向內(nèi)送入,高級(jí)塑料將型芯固定住。填充塑料使芯材瞬間具有強(qiáng)度。在材料力學(xué)計(jì)算公式中,簡支梁的L值最小。但是,簡支梁的變形量與長度L的四次方成正比。我們已經(jīng)做過很多類似的模子,并且該澆口具有良好的效果。
確定門后,就可以設(shè)計(jì)固定模式滑塊。
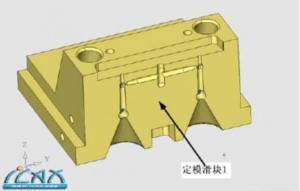
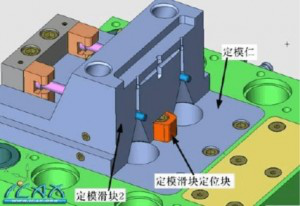
2.02固定模具滑塊設(shè)計(jì)
固定模式滑塊的形狀是這樣的,外部分型線一定在中間,而內(nèi)部分型面必須在型芯的臺(tái)階上。見下文:
根據(jù)滑塊的位置,滑塊的側(cè)面較短,如下所示:
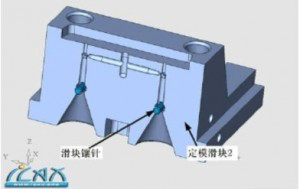
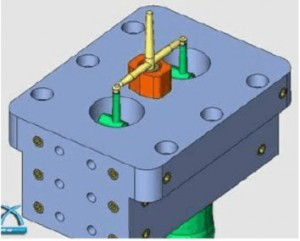
可以肯定的是,當(dāng)兩個(gè)滑塊分開時(shí),產(chǎn)品將粘在固定的模具滑塊2上,并與滑塊2一起拉動(dòng),并且由于可移動(dòng)的模具芯懸掛在產(chǎn)品的中間而將產(chǎn)品拉出。由于固定模具滑塊2的形狀,內(nèi)輪廓和外輪廓在一側(cè),因此滑塊針不允許有脫模斜率,并且包繞力很大。因此,我將推力裝置安裝在固定模具2的一側(cè)。首先,有一個(gè)推桿,當(dāng)分離滑塊時(shí),推桿不會(huì)移動(dòng),請(qǐng)參見下圖。
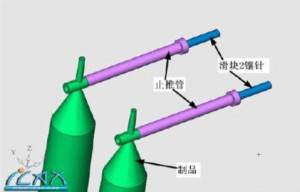
這樣,滑塊2的推力管被固定。
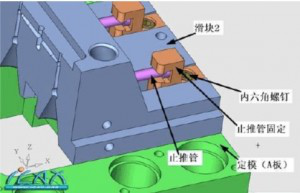
從上圖可以看出,推力管相對(duì)于A板是固定的。但是,插入件固定在滑塊2上,滑塊2與滑塊2一起向外移動(dòng)并與物品分開。
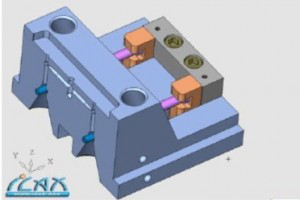
這種經(jīng)典的滑塊機(jī)制如下所示:
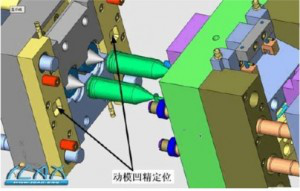
2.03固定模式滑塊的位置
通常,這種開放軌道的大滑塊機(jī)構(gòu)容易使滑塊的定位不穩(wěn)定,因?yàn)榛瑝K被鎖定塊的傾斜表面擠壓,很小的位移也將對(duì)產(chǎn)品的外觀產(chǎn)生很大影響。特別是產(chǎn)品的形狀,錐度部分在固定模具滑塊上,筆直部分在固定模具的大型嵌件上。如果偏離0.05mm,產(chǎn)品形狀將變得難看。因此,在這套模具中,固定?;瑝K的定位機(jī)制對(duì)產(chǎn)品的外觀質(zhì)量起著重要作用。
我以這種方式設(shè)計(jì)了這種定位機(jī)構(gòu),結(jié)構(gòu)非常簡單,但是它在固定模式滑塊和固定模頭中起著精確的定位作用,并且還可以在固定模頭滑塊1、2之間進(jìn)行精確的定位。
2.03固定模式滑水
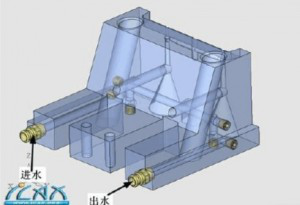
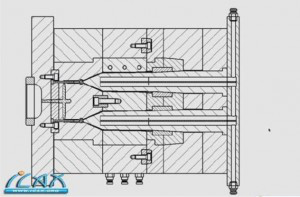
2.04模具輸水設(shè)計(jì)
固定模具的設(shè)計(jì)在注塑廠非常傳統(tǒng)。沒有特別的地方。從上圖可以看出,冷卻水回路分為三層。因?yàn)榭紤]產(chǎn)品的特性,所以要求產(chǎn)品與其他零件(旋轉(zhuǎn)閥)之間的配合是水密的,并且產(chǎn)品的圓度要求較高。因此,首先要確保模具溫度非常穩(wěn)定,然后再考慮如何成型產(chǎn)品。固定模具的型腔加工應(yīng)在加工前用兩個(gè)大滑塊定位。最終拋光也是如此。
2.05移門
看下圖,可以說門不可用。它將停留在兩個(gè)滑塊的中間。這很麻煩。
但是,出乎意料的是有意外的驚喜。當(dāng)閘門互相拉動(dòng)時(shí),首先斷開一側(cè),然后斷開沒有破損的一側(cè)的產(chǎn)品。
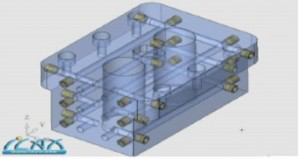
模具的整體結(jié)構(gòu)如下所示: